Date : 28 Feb 2021
Today, I am challenging my Ender-3 Pro to print something that has many travels, retractions and very steep overhangs at low resolution of 0.3mm layer height, benchmark settings, with the PLA filament in stock.
After surfing 3D models available around Thingiverse, I decided to choose the Cellular Lamp as the challenge of the weekend. The model file can be obtained at this link https://www.thingiverse.com/thing:19104
Here is the introduction video for the 3D print.
(Source : Robin 3DVerse on Youtube)
This model packs a lot of stress features for the printer, including a lot of retraction, bridging, steep overhang. lengthy travels, etc. which is great for the extreme challenge!
The basic settings I used for this challenge was as follows
- Slicer software : Ultimaker Cura 3.6.0
- Material : PLA
- Print temp : 195 ºC
- Bed temp : 50 ºC
- Layer height : 0.3 mm
- First layer height : 0.2 mm
- Retraction length : 5 mm
- Retraction speed : 40 mm/s
- Infill pattern : Concentric
- Z-hop height : 1 mm
- Skirt type : Brim default
- Fill Gap Between : Nowhere
Progression
Here are the pictures of my progression.

Progression after starting of print, it looks like coral reef though
 Progression at about 25% | 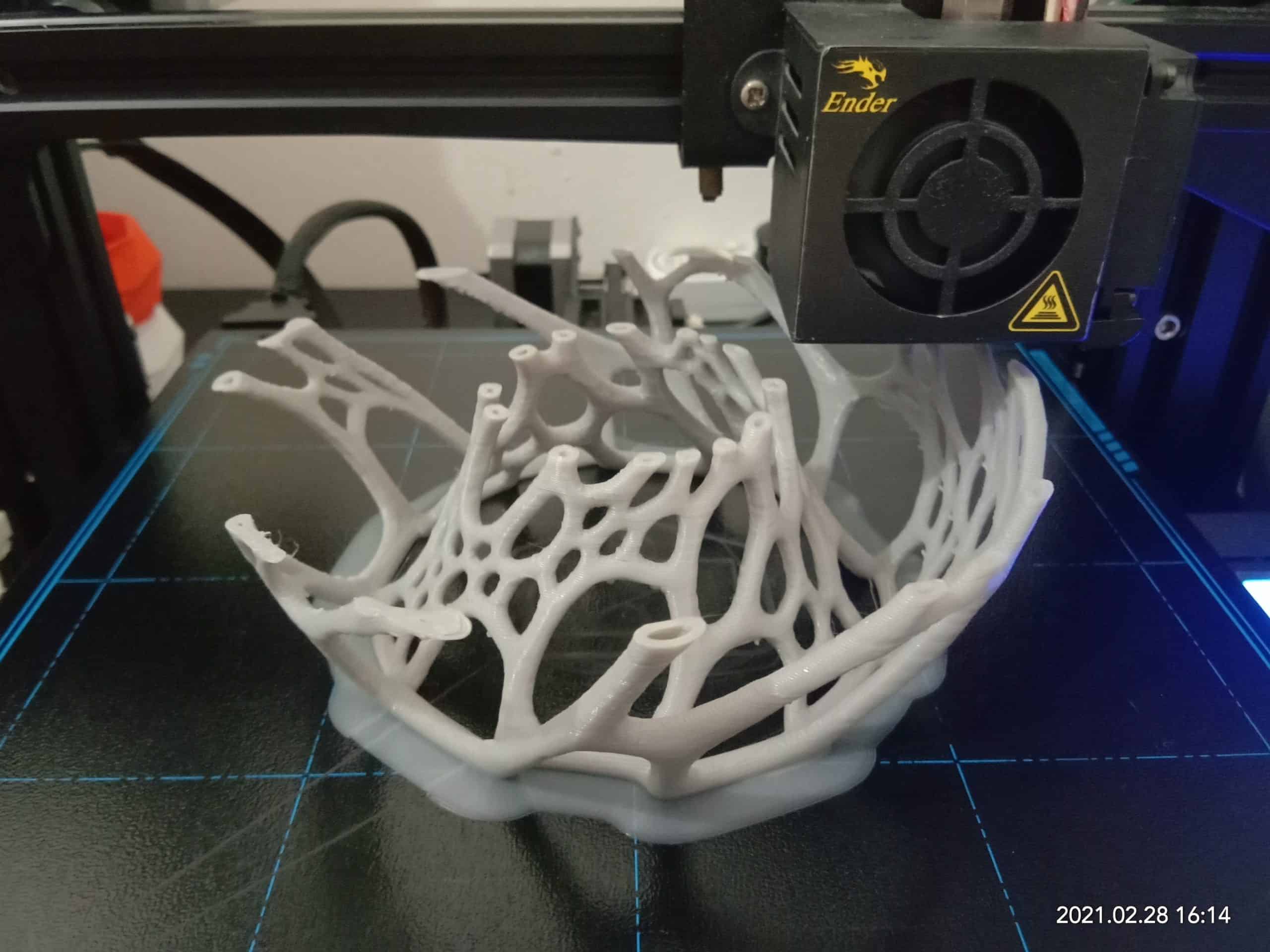 Progression at about 50% |
So far so good, it can do some stunt! No stringing at all, bridging is extreme but done well and overhang is acceptable.
The bed is Super Spring Steel Sheet Heated Bed Plate by BIQU. It works really well on first layer adhesion, bottom texture is attractive and it can directly snap above the existing magnetic sheet of Ender-3 bed. Almost like an Ultrabase but it is flexible spring steel instead.
Anyway, hope the challenge model will come out in one piece. 😁
…
6 Hours Later…
…

My Ender-3 Pro is still going strong at 80% progression, so there should be nothing to worry about afterwards, it will going to finish with excellence.
Results
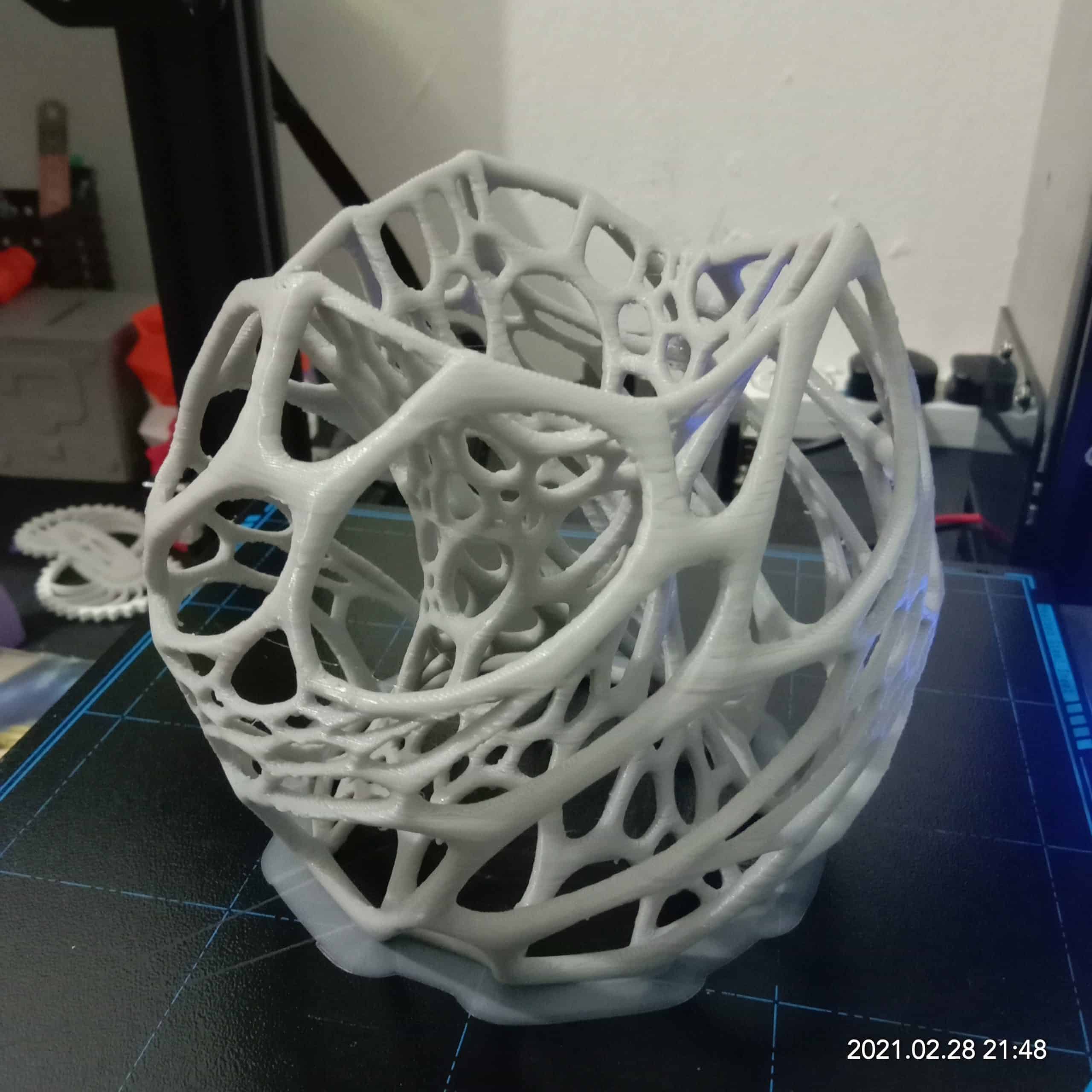
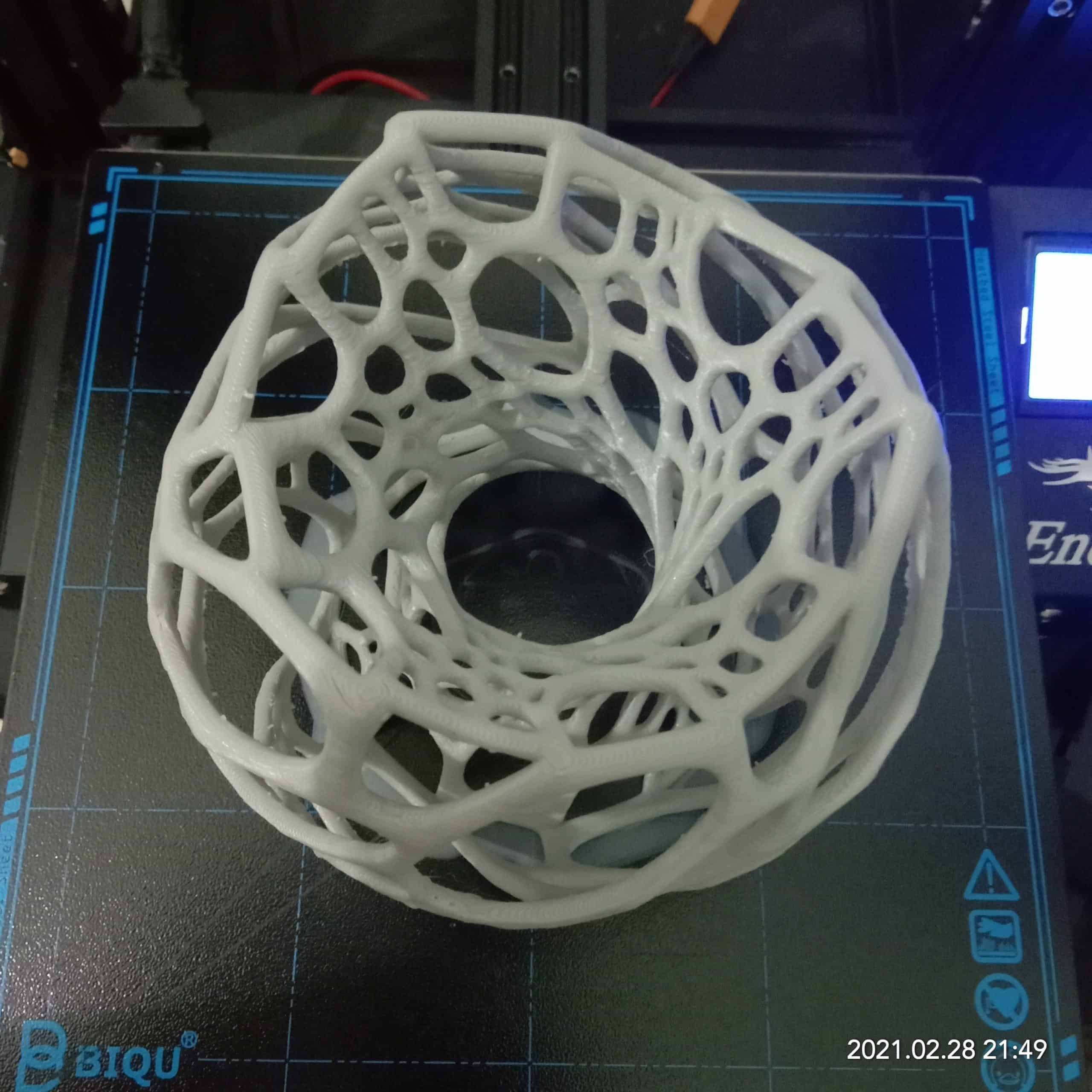
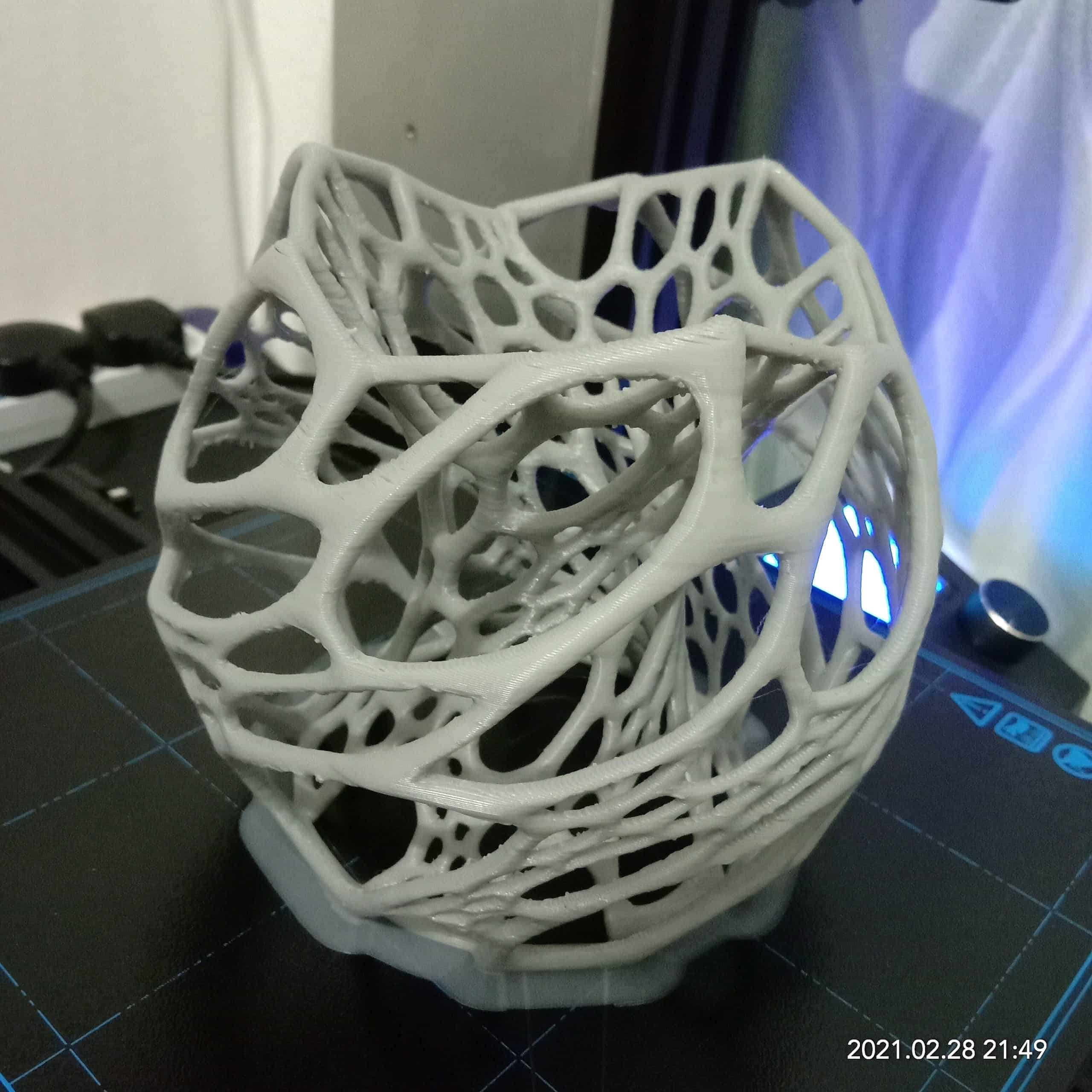
At the end, the extreme challenge has completed!

Finished cellular lamp shade frame in Grey PLA
Conclusions
I am basically asking the printer to go above the limit and do it without any support material. This is almost impossible to achieve by using FDM techniques implemented in almost all consumer desktop 3D printers nowadays.
Using the filament in stock, stringing is almost none and overhang is okay for that extreme level of steep angles
Have to give the machine check up and prepare some replacement parts since it was taking up a lot of stresses today.
This model is printed at 0.3mm layer height which is a relatively low resolutions given that the Ender-3 Pro is using the stock hotend with 0.4mm MK8 narrow brass nozzle. I choose to print at this resolution because it only costs about 8 hours of printing time, it is almost the maximum of what a 0.4mm nozzle can handle, and the retraction number is reduced the wear on PTFE tube connector. The printing quality could be drastically improved if it is printed at 0.2mm or lower layer height, resulting higher resolution but at the cost of time, more hours is needed to print the same thing, also stress the extruder set dearly particularly the PTFE tube connector due to even more retractions have to be done, causing even more plays at the PTFE tube connector and wear it even faster.
No bed adhesion solution is used other than make sure the bed surface is free from dirt, grease, oil, and dust. Brim skirt is used just in case to prevent the first few layer from lifting (warping).
Anyway, it is a well done, although it can still be improved, I might revisit this challenge in future. Thank you for reading this post. We will do more meaningful contents and post them here. Stay tuned!
Photo Gallery
 |  |
 |  |
 |  |
Date added : 7 March 2021
Appendix

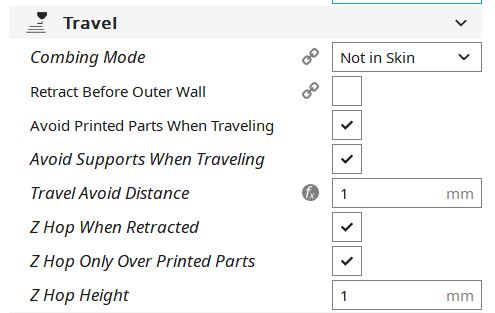
Hereby I includes the slicer software settings I have used for 3D printing this challenge.
Or you can refer to the pictures below if you use other versions or slicer software.
 |  |  |  |
 |  |  |  |
Facebook Tags


{kind=link}